-
Forets à métaux
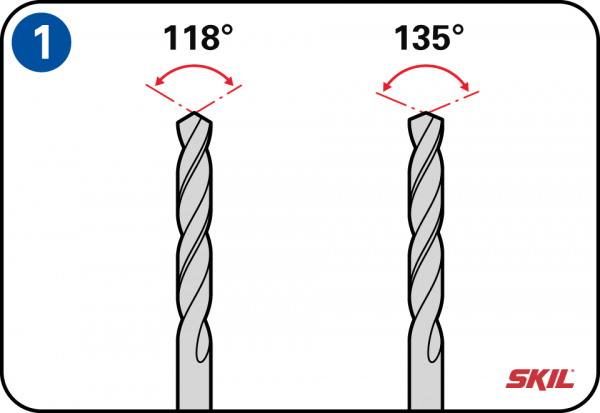
Les forets à métaux se caractérisent par leur pointe aiguisée, indispensable pour bien « mordre » dans le métal. Leur diamètre est le même sur toute leur longueur (forets cylindriques), et leur pointe est meulée à un angle de 118°. On parle aussi de forets HSS (acier rapide). Les forets en acier rapide au cobalt sont destinés aux métaux durs tels que l’inox. Leur angle de pointe est légèrement moins prononcé (135°), pour un bon centrage en début de perçage. Réalisés en acier rapide à 5 % de cobalt, ils doivent être refroidis en cours de perçage à l’aide d’une huile spéciale.
-
Copeaux
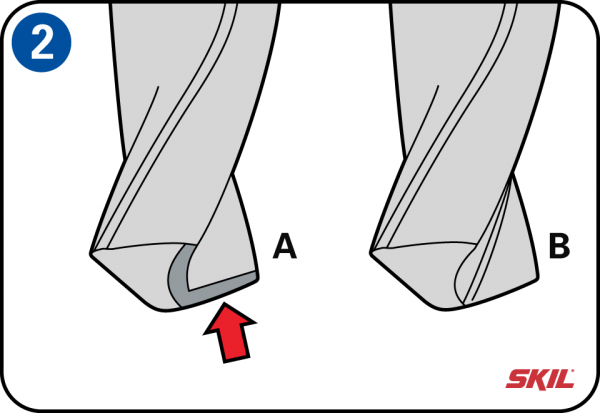
Le perçage du métal produit des copeaux courts (métaux doux tels que le laiton) ou longs (métaux durs : fer, acier, etc.). Des forets spéciaux sont destinés à ces deux types de métaux. Les lèvres d’un foret pour métal doux sont épaisses (A). Cela évite au foret de « mordre » trop facilement, ce qui en permet l’utilisation pour d’autres matériaux tendres : plastique, nylon, etc. Les lèvres d’un foret pour métal dur sont aiguisées (B).
-
Trous de grand diamètre
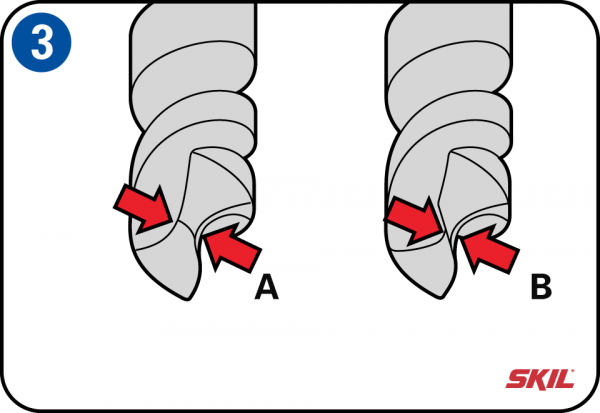
Pour percer des trous de grand diamètre dans le métal, il est bon de pratiquer un avant-trou à l’aide d’un foret de diamètre inférieur. Le foret servant à percer le trou définitif sera ainsi plus efficace et risquera moins de déraper. Si nécessaire, on peut faire plusieurs avant-trous de diamètres croissants.
Pour le pré-perçage, le diamètre du petit foret (B) doit être au moins égal à celui du sommet du grand (A). Le sommet d’un foret est la plus courte distance entre ses deux lèvres.
-
Vitesse de perçage
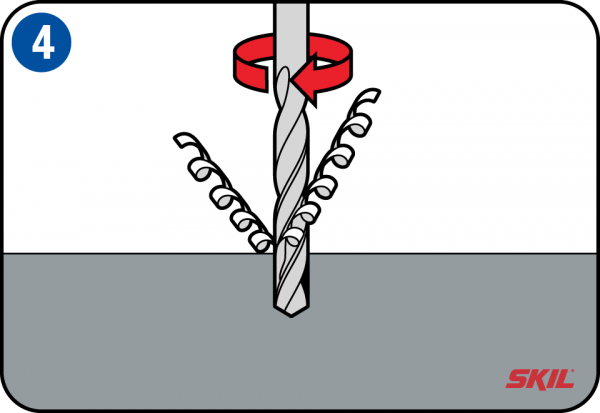
On fait souvent l’erreur de régler la perceuse sur une vitesse excessive. Plus le matériau à percer est dur, plus la vitesse doit être faible. Par exemple, pour un trou de 8 mm dans le bronze, régler la perceuse sur 2500 tr/min. Pour l’inox, qui est nettement plus dur, ne pas dépasser 800 tr/min. Si la vitesse est la bonne, le foret produit des copeaux longs et réguliers.
-
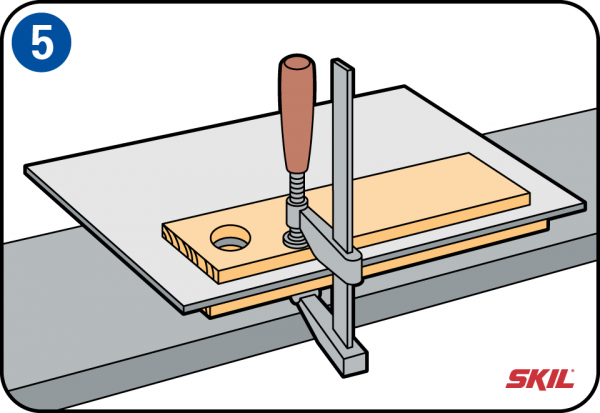
Perçage de la tôle
Quand on perce de la tôle, il ne faut en aucun cas tenir celle-ci à la main. Quand le foret mord dans le métal et émerge de l’autre côté, la tôle pourrait se bloquer sur le foret et se mettre à tourner avec lui. L'idéal est de la serrer entre deux pièces de bois. Il y a ainsi beaucoup moins de risque de blocage. Autre avantage : un perçage sans bavure qui nécessite très peu de finition.
-
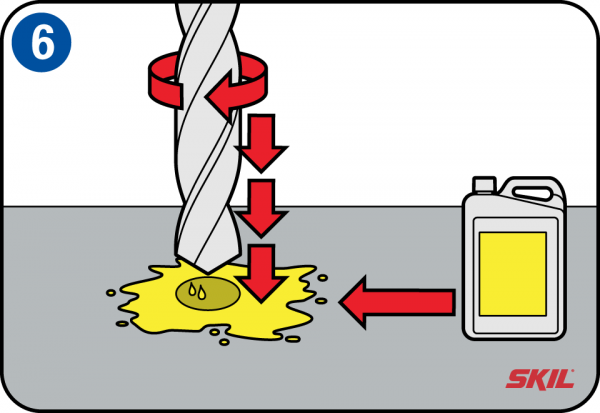
Lubrification
Quand on perce le fer ou l’acier, il faut « forcer » le moins possible et laisser le foret faire le travail. On peut le lubrifier et le refroidir à l’aide d’huile de perçage. Quand le perçage est presque terminé, ralentir pour ne pas déboucher trop violemment de l’autre côté. On aura ainsi moins de bavures au point de sortie du foret.
-
Perçage des tubes métalliques
Pour percer un tube en métal, il faut l’immobiliser solidement, de préférence dans un étau, et utiliser une perceuse à colonne. Pour ne pas déformer le tube sous la pression du foret, on peut glisser à l’intérieur un cylindre de bois du diamètre voulu. Encore une fois : laisser le foret faire le travail – ne pas forcer.